Hóa chất công nghiệp KV. Hà Nội: 0963029988 KV. TP.HCM: 0963029988
Hóa chất công nghiệp KV. Hà Nội: 0963029988 KV. TP.HCM: 0963029988
Hà Nội:
Hóa chất & Thiết bị thí nghiệm KV. Phía Bắc: 0963029988 KV. Phía Nam: 0963029988
Danh mục sản phẩm

VNĐ 11.458.000 - 15.865.000

VNĐ 5.137.000 - 7.971.000
Lockout tagout là gì, và làm thế nào để xây dựng một quy trình lockout tagout chuẩn hóa, giúp doanh nghiệp vừa bảo vệ tính mạng con người, vừa tuân thủ nghiêm ngặt các quy định pháp luật về an toàn lao động?
Với hơn 20 năm kinh nghiệm dẫn đầu trong lĩnh vực phân phối hóa chất công nghiệp và cung cấp các giải pháp kỹ thuật an toàn toàn diện tại Việt Nam, VIETCHEM sẽ phân tích sâu sắc và chi tiết mọi khía cạnh của tiêu chuẩn an toàn tối quan trọng này trong bài viết dưới đây.

Lockout Tagout (LOTO) là quy chuẩn an toàn bắt buộc trong công nghiệp
Để hiểu rõ lockout tagout là gì, chúng ta cần bóc tách thuật ngữ này thành hai hành động kỹ thuật riêng biệt nhưng bổ trợ chặt chẽ cho nhau: Lockout (Khóa hãm) và Tagout (Gắn biển cảnh báo). Bản chất của LOTO là một quy trình an toàn công nghiệp nhằm đảm bảo rằng các máy móc, thiết bị nguy hiểm được tắt đúng cách và không thể tự khởi động lại trước khi công việc bảo trì, bảo dưỡng hoàn thành.
Vietchem lưu ý: Thẻ Tagout chỉ mang tính chất cảnh báo trực quan, hoàn toàn không có khả năng ngăn chặn về mặt vật lý như Lockout. Do đó, việc chỉ treo thẻ Tagout mà không khóa Lockout sẽ làm giảm đáng kể mức độ an toàn của quy trình kiểm soát nguồn năng lượng.
Để giúp người vận hành và quản lý an toàn HSE dễ dàng phân biệt, bảng so sánh dưới đây thể hiện rõ các tiêu chí kỹ thuật:
| Tiêu chí so sánh | Lockout (Khóa hãm) | Tagout (Gắn biển cảnh báo) |
|---|---|---|
| Bản chất kỹ thuật | Ngăn chặn vật lý (Physical Prevention) | Cảnh báo trực quan (Visual Warning) |
| Thiết bị sử dụng | Khóa móc chuyên dụng, khóa cùm, khóa hàm khóa van, khóa CB... | Thẻ treo bằng nhựa/giấy ép dẻo chịu lực, chịu hóa chất và thời tiết. |
| Mức độ bảo vệ | Rất cao (Không thể kích hoạt trừ khi phá hủy khóa hoặc có chìa khóa). | Trung bình (Dễ bị phớt lờ hoặc vô tình tháo bỏ nếu không giám sát chặt). |
| Yêu cầu bắt buộc | Phải thực hiện trước, là cốt lõi của quy trình cô lập năng lượng. | Phải đi kèm song song với Lockout để định danh và cảnh báo. |
| Khả năng tháo dỡ | Chỉ người sở hữu chìa khóa mới được quyền tháo. | Có thể bị xé rách hoặc tháo bỏ dễ dàng nếu cố tình vi phạm. |
Xem thêm các bài viết về an toàn hóa chất tại: An Toàn Hóa Chất
Trong môi trường nhà máy hiện đại, việc vận hành liên tục các hệ thống tự động hóa công suất lớn mang lại năng suất vượt trội nhưng cũng tiềm ẩn vô số rủi ro. Áp dụng quy trình LOTO nghiêm ngặt là yêu cầu bắt buộc vì những lý do sống còn dưới đây.
Nguồn năng lượng trong công nghiệp không chỉ dừng lại ở dòng điện. Quy trình LOTO kiểm soát toàn diện các dạng năng lượng nguy hiểm bao gồm:

Áp dụng quy trình LOTO giúp triệt tiêu hoàn toàn rủi ro từ nguồn năng lượng dư thừa
Khi một kỹ sư tiến hành chui vào bồn trộn để bảo trì, nếu năng lượng dư thừa (Residual Energy) không được giải phóng và khóa hãm, trục trộn có thể bất ngờ quay do quán tính hoặc do một công nhân ca sau vô tình nhấn nút khởi động. Tai nạn xảy ra trong tích tắc và thường để lại hậu quả thảm khốc.
Về mặt pháp lý, việc thực hiện quy trình lockout tagout không phải là hoạt động tự nguyện mà là quy định bắt buộc. Tiêu chuẩn quốc tế OSHA 1910.147 về Kiểm soát Năng lượng Nguy hiểm quy định rõ ràng trách nhiệm của doanh nghiệp trong việc thiết lập chương trình kiểm soát năng lượng, bao gồm quy trình bằng văn bản, đào tạo nhân sự và kiểm tra định kỳ hàng năm.
Tại Việt Nam, việc cô lập nguồn năng lượng, sử dụng thiết bị khóa (Lockout) và thẻ cảnh báo (Tagout) đối với máy móc nguy hiểm được quy định cực kỳ nghiêm ngặt tại QCVN 22:2018/BLĐTBXH (Quy chuẩn kỹ thuật quốc gia về an toàn lao động đối với thiết bị nâng) và đặc biệt là hệ thống tiêu chuẩn quốc gia TCVN 7383-1:2004 (ISO 12100-1) về an toàn máy.
Xem thêm: Luật Hóa Chất
Để triển khai thực tế tại các nhà máy, quy trình LOTO phải được chuẩn hóa thành một chuỗi hành động tuần tự, nghiêm ngặt và không được phép bỏ qua bất kỳ bước nào.
Trước khi tiến hành bất kỳ hoạt động sửa chữa nào, nhân sự được ủy quyền (Authorized Employee) phải tiến hành khảo sát và nhận diện:
Nhân sự thực hiện phải thông báo trực tiếp cho toàn bộ nhân sự bị ảnh hưởng (Affected Employees) - những người vận hành thiết bị đó - về việc máy sẽ dừng hoạt động để bảo trì. Sau đó, tiến hành tắt máy theo đúng quy trình vận hành tiêu chuẩn (SOP) của nhà sản xuất bằng cách nhấn nút dừng, gạt công tắc điều khiển.
Đây là bước ngắt các nguồn cấp năng lượng vật lý đi vào thiết bị. Nhân sự thực hiện cần:
Gắn các thiết bị khóa chuyên dụng lên thiết bị cô lập năng lượng (như tay gạt cầu dao, vô lăng van...). Tiếp theo, móc khóa cá nhân của người thực hiện vào thiết bị khóa và treo thẻ Tagout ghi đầy đủ thông tin cá nhân ngay tại vị trí khóa. Nếu có nhiều người cùng tham gia bảo trì, mỗi người phải sử dụng một ổ khóa cá nhân riêng biệt móc vào một hàm khóa HASP chung.
Ngay cả khi đã ngắt nguồn cấp, năng lượng nguy hiểm vẫn có thể tồn tại dưới dạng tích tụ. Nhân sự cần thực hiện:
Đây là bước quan trọng nhất và thường bị bỏ qua nhiều nhất. Trước khi chạm tay vào sửa chữa, nhân sự phải xác minh chắc chắn rằng thiết bị đã hoàn toàn "chết" (Zero Energy State) bằng cách:
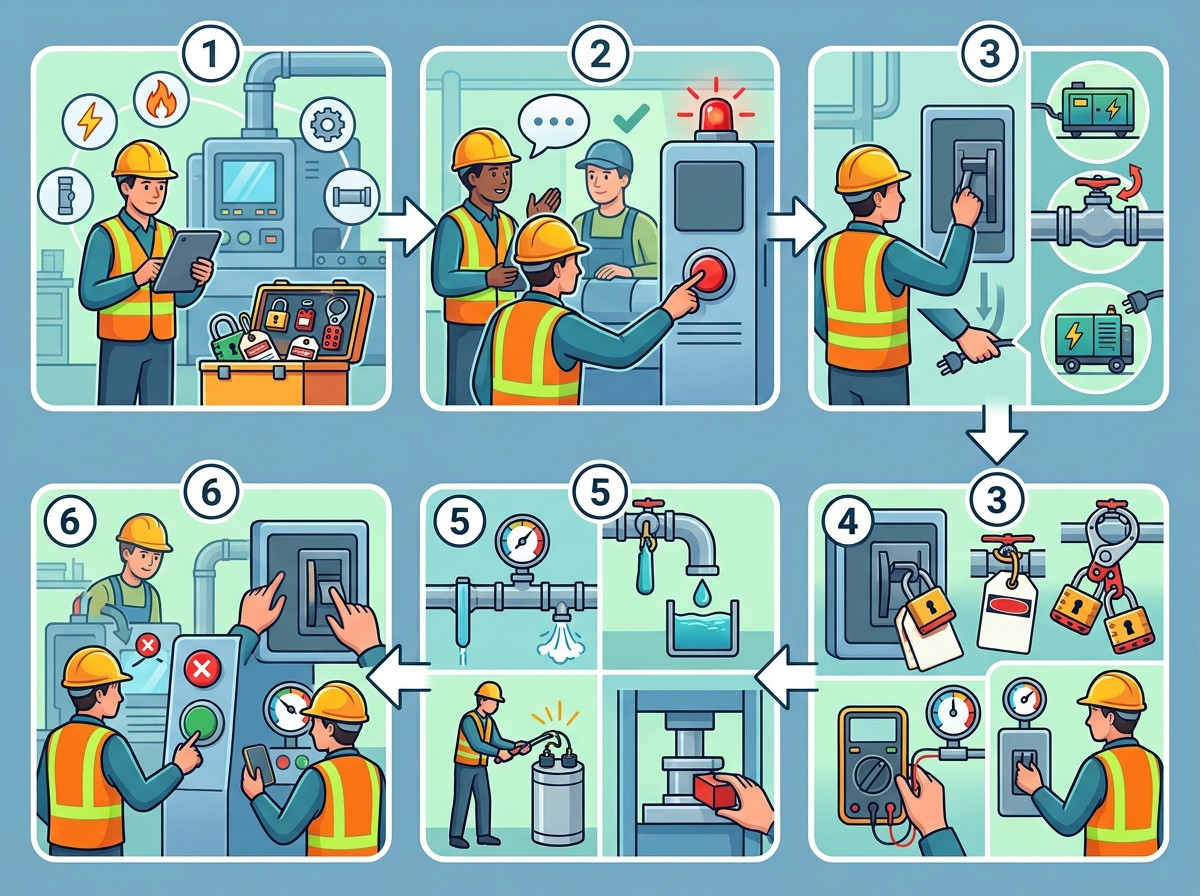
Quy trình 6 bước LOTO chuẩn theo tiêu chuẩn của OSHA
Một hệ thống LOTO vận hành trơn tru phụ thuộc rất lớn vào việc phân định rõ ràng quyền hạn của con người và cách thức quản lý công cụ khóa.
Việc phân cấp nhân sự giúp loại bỏ sự chồng chéo và tự ý trong vận hành:
Đây là nguyên tắc vàng, bất di bất dịch của mọi hệ thống LOTO chuẩn OSHA.

Mỗi kỹ thuật viên tự chịu trách nhiệm bảo vệ bản thân thông qua bộ khóa riêng
Khác với môi trường cơ khí chế tạo thông thường, việc áp dụng LOTO trong ngành hóa chất và công nghiệp nặng đòi hỏi những tiêu chuẩn kỹ thuật khắt khe hơn rất nhiều do tính chất ăn mòn, độc hại và dễ cháy nổ của lưu chất.
Khi bảo trì các hệ thống đường ống dẫn axit, bazo hoặc các dung môi hữu cơ dễ bay hơi, việc cô lập chỉ bằng cách đóng van chặn là chưa đủ an toàn vì van có thể bị rò rỉ âm thầm do gioăng cao su bị ăn mòn.
Do đó, các nhà máy hóa chất thường áp dụng phương pháp cô lập kép (Double Block and Bleed) kết hợp với các thiết bị khóa van chuyên dụng như khóa van mặt bích (Flange Lockout) hoặc khóa van bi (Ball Valve Lockout) được chế tạo từ các vật liệu chống ăn mòn hóa học mạnh mẽ.
SƠ ĐỒ CÔ LẬP KÉP TRONG HỆ THỐNG ĐƯỜNG ỐNG DẪN HÓA CHẤT (DBB)
Việc áp dụng đồng bộ quy trình Lockout Tagout không bao giờ là một gánh nặng thủ tục hay chi phí lãng phí của doanh nghiệp. Ngược lại, đây chính là khoản đầu tư thông minh nhất để bảo vệ nguồn tài sản quý giá nhất - con người, đồng thời xây dựng một hình ảnh doanh nghiệp chuyên nghiệp, uy tín và phát triển bền vững trên thị trường.
Để được tư vấn chuyên sâu về các giải pháp an toàn lao động, trang bị hệ thống thiết bị chuẩn hóa hay các sản phẩm hỗ trợ kỹ thuật nhà xưởng chất lượng cao, quý doanh nghiệp xin vui lòng liên hệ ngay với đội ngũ chuyên gia kỹ thuật giàu kinh nghiệm của VIETCHEM. Chúng tôi luôn sẵn sàng đồng hành cùng sự an toàn và thịnh vượng của quý khách hàng.
Hãy liên hệ ngay với VIETCHEM qua hotline hoặc để lại thông tin tại website để nhận bảng báo giá xút làm xà phòng ưu đãi nhất hôm nay!
Số 41 Phố Trạm, Phường Long Biên, Thành Phố Hà Nội
Bài viết liên quan

Hoạt động logistics và vận tải công nghiệp luôn đối mặt với những thách thức lớn về an toàn, đặc biệt là khi vận chuyển hàng hóa nguy hiểm. Việc rò rỉ, cháy nổ hóa chất không chỉ gây thiệt hại khổng lồ về tài sản mà còn đe dọa trực tiếp đến tính mạng con người và môi trường xung quanh. Do đó, việc nắm vững các quy định pháp lý mới nhất và áp dụng một quy trình kiểm soát rủi ro nghiêm ngặt là bắt buộc đối với mọi doanh nghiệp sản xuất, xuất nhập khẩu và đơn vị vận tải.
0

Xe nâng là một trong những thiết bị xếp dỡ cốt lõi trong chuỗi logistics và sản xuất công nghiệp. Tuy nhiên, theo thống kê từ Bộ Lao động - Thương binh và Xã hội, tai nạn liên quan đến thiết bị nâng hạ và xe nâng luôn nằm trong nhóm các nguyên nhân hàng đầu gây chấn thương nghiêm trọng trong môi trường công nghiệp.
0

Thiết bị bảo hộ cá nhân PPE không chỉ là công cụ bảo vệ mà còn là tấm lá chắn cuối cùng, giúp giảm thiểu tối đa các mối nguy hiểm tiềm ẩn tại nơi làm việc. Bài viết này sẽ cung cấp một cái nhìn toàn diện về thiết bị bảo hộ cá nhân PPE, từ định nghĩa chuyên sâu, tầm quan trọng vượt trội, các loại PPE phổ biến, đến hướng dẫn lựa chọn và sử dụng chuẩn chuyên gia. Đặc biệt, với kinh nghiệm lâu năm trong ngành hóa chất, VIETCHEM sẽ tập trung làm rõ vai trò và ứng dụng của PPE trong môi trường hóa chất đầy thách thức.
0

MIỀN BẮC
Hóa chất & Thiết bị thí nghiệm
0826 020 020
sales@labvietchem.com.vn
MIỀN TRUNG
Hóa chất & Thiết bị thí nghiệm
0826 020 020
sales@labvietchem.com.vn
MIỀN NAM
Hóa chất thí nghiệm
0825 250 050
saleadmin808@vietchem.vn

MIỀN NAM
Thiết bị thí nghiệm
0939 154 554
kd201@labvietchem.com.vn

Đinh Phương Thảo
Giám đốc kinh doanh
0963 029 988
sales@hoachat.com.vn

Lý Thị Dung
Hóa Chất Công Nghiệp
0862 157 988
kd417@vietchem.vn

Đặng Duy Vũ
Hóa Chất Công Nghiệp
0988 527 897
kd864@vietchem.vn

Hồ Thị Hoài Thương
Hóa chất và Thiết bị thí nghiệm
096 7609897
kd801@labvietchem.vn

Thiên Bảo
Hóa Chất Công Nghiệp
0939 702 797
cskh@drtom.vn
Trương Mỷ Ngân
Hóa Chất Công Nghiệp
0901 041 154
cskh@drtom.vn

Phạm Văn Trung
Hóa Chất Công Nghiệp
0918 986 544 0328.522.089
kd805@vietchem.vn

Kiều Nhật Linh
Hóa Chất Công Nghiệp
0325909968
CTY.sales470@vietchem.vn
Công ty CP XNK Hóa chất và Thiết bị Kim Ngưu. GPDKKD: 0101515887 do Sở KH & ĐT TP Hà Nội cấp ngày 30/06/2004. Kim Ngưu được cấp phép đủ điều kiện kinh doanh hóa chất, kinh doanh có điều kiện trong lĩnh vực công nghiệp theo chứng nhận số 41/GCN-SCt ngày 26/4/2023 và giấy phép kinh doanh hóa chất hạn chế sản xuất, kinh doanh trong lĩnh vực công nghiệp số 46/GP-BCT ngày 13/01/2023. Chúng tôi cam kết đem đến những sản phẩm chất lượng với mức giá TỐT NHẤT trên thị trường.
HÀ NỘI
VPGD Chính
HỒ CHÍ MINH
Chi nhánh VPGD HCM
NHÀ MÁY TÂN THÀNH
Nhà máy Hưng Yên
CẦN THƠ
Chi nhánh VPGD Cần Thơ
KHO HẢI HÀ
Kho dung môi và NaOH





Gửi bình luận mới
Gửi bình luận